

摘要:本文详细阐述了冲裁模具的构造、安装与调整过程。内容包括模具的组成部分、结构设计、安装步骤及注意事项,并重点介绍了模具的调整方法和技巧。通过本文,读者能够全面了解冲裁模具的安装调整过程,确保模具的精确度和稳定性,从而提高冲压生产效率和产品质量。
本文目录导读:
冲裁模是冲压工艺中的重要组成部分,其安装调整的准确性和精度直接影响到冲压生产的质量和效率,本文将详细阐述冲裁模的构造、安装及调整过程,以便读者更好地理解和掌握相关知识和技能。
冲裁模构造
1、冲裁模的基本构造
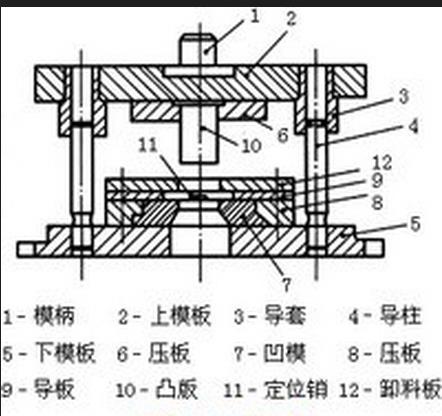
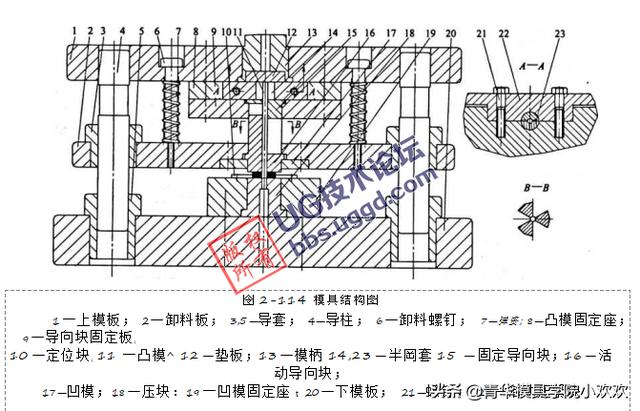
冲裁模主要由上模、下模、凸模、凹模、定位装置、卸料装置等组成,上模和下模是冲裁模的基础部分,凸模和凹模负责完成冲裁动作,定位装置保证冲压过程的定位精度,卸料装置则负责条料的送料和废料的排除。
2、冲裁模的设计原则
冲裁模的设计应遵循实用、经济、可靠的原则,在设计过程中,应考虑到模具的使用寿命、生产效率、操作安全等因素,同时还需要考虑到冲压材料的特性以及冲压设备的参数。
冲裁模的安装
1、安装前的准备
在安装冲裁模前,应对冲压设备进行检查,确保设备处于良好的工作状态,还需要清理模具安装区域,确保无杂物和障碍物。
2、安装步骤
(1) 将下模放置在压力机的工作台上,并固定好。
(2) 将上模轻轻放置在下模上,确保凸模和凹模之间的间隙适当。
(3) 安装定位装置,确保冲压过程的定位精度。
(4) 安装卸料装置,负责条料的送料和废料的排除。
(5) 紧固模具,确保模具在冲压过程中不会松动或移位。
冲裁模的调整
1、调整前的准备
在调整冲裁模前,应准备好相应的工具和设备,如扳手、螺丝刀、塞尺等,还需要对模具的各部分进行检查,确保无损坏或磨损。
2、调整步骤
(1) 调整凸模和凹模之间的间隙,确保其均匀且适当,以保证冲裁的质量和效率。
(2) 调整定位装置,确保条料的定位精度,防止因定位不准确导致的冲压不良。
(3) 调整卸料装置,确保废料的顺利排除,防止废料堆积导致的生产问题。
(4) 检查模具的紧固情况,确保模具在冲压过程中不会松动或移位。
(5) 进行试冲,观察冲裁效果,根据实际效果对模具进行调整,直至达到最佳状态。
注意事项
1、在安装和调整冲裁模时,应注意安全,避免手部或其他部位接触到模具的危险部位。
2、在调整模具时,应轻轻操作,避免对模具造成损坏。
3、定期检查模具的磨损情况,及时更换磨损严重的部件。
4、模具存放时,应放置在干燥、无尘的环境中,防止模具生锈或损坏。
冲裁模的安装调整是冲压生产中的重要环节,其精度和准确性直接影响到冲压生产的质量和效率,相关人员应熟练掌握冲裁模的构造、安装及调整技能,以便更好地应用于实际生产中,希望通过本文的阐述,读者对冲裁模的构造安装调整有更深入的了解和掌握。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号
还没有评论,来说两句吧...